Інноваційний менеджмент (2004)
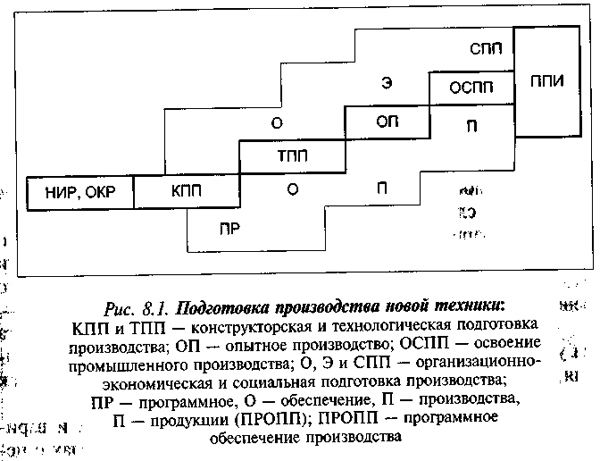
8.3. Управління процесом підготовки виробництва нової техніки
Управління підготовкою виробництва входить в обов'язки функціональних менеджерів.
Підготовка виробництва ділиться на внутрішню і зовнішню. Зовнішню підготовку здійснюють проектні та науково-дослідні інститути, конструкторські бюро та інші організації. Внутрішня підготовка проводиться безпосередньо на підприємстві.
Створення нових конструкцій базується на результатах аналізу попиту на нову техніку, в яких сформульовані вимоги споживачів до технічних параметрів вироби, їх економічності.
Розробка конструкції виробу складається з декількох етапів:
виконання необхідних розрахунків;
експериментальний раб ли;
проектування, конструювання;
виготовлення дослідних зразків;
Після цього розробляється технологія виробництва, що включає:
створення документації на технологічні процеси;
проектування і виготовлення спеціального технологічного устаткування і оснащення.
Наступний етап - постановка нової техніки на виробництво:
• поставка,
монтаж;
налагодження засобів технічного оснащення виробництва;
приймальні випробування серійної та масової продукції.
На кожній стадії підготовки виконуються наступні роботи: науково-дослідні (теоретичні й експериментальні); розрахункові, проектні, економічні. Вони можуть здійснюватися на конкретних стадіях, можуть повторюватися на кількох стадіях, відрізняючись змістом. Так, економічні розрахунки необхідні на всіх стадіях, але виконуються вони з різним ступенем деталізації і уточнюються.
Порядок розробки і затвердження технічних завдань, випробувань дослідних зразків, проведення приймальних випробувань серійної та масової продукції; функції замовників, розробників, виробників і споживачів нової техніки регламентуються відповідними стандартами та методичними матеріалами.
Структура органів підготовки виробництва визначається такими факторами, як новизна, складність, тип виробництва, частота оновлення продукції.
На великих машинобудівних підприємствах з масовим і крупносерійним виробництвом підготовка виробництва нових виробів ведеться централізовано під керівництвом головного інженера. Головному інженеру підпорядковуються головний конструктор, головний технолог, начальник лабораторії, начальник планового відділу, економісти, соціологи, програмісти. Обробка створюваних конструкцій відбувається в експериментальному цеху або дослідному виробництві. Технологічна підготовка здійснюється в цехах.
На підприємствах з одиничного і дрібносерійного виробництва застосовується децентралізована або змішана система підготовки виробництва. Одні підрозділи займаються конструюванням виробів, інші - технологічною підготовкою. Як правило, на невеликих підприємствах конструкторська і технологічна підготовка зосереджена в технічному відділі, який підпорядковується головному інженеру.
Менеджери контролюють виконання графіка підготовки виробництва.
Зміст і обсяг робіт конструкторської підготовки виробництва залежать від виду розроблюваних виробів, їх новизни та складності.
Конструкторська підготовка виробництва включає процеси формування комплексу інженерно-технічних рішень по об'єктах виробництва, що забезпечують готовність виробництва до оперативного освоєння і стабільний випуск нових виробів. Вона складається з інженерного прогнозування; параметричної оптимізації об'єктів виробництва; дослідно-конструкторських робіт з використанням ФСА; забезпечення виробничої, експлуатаційної технологічності конструкції виробу.
Інженерне прогнозування здійснюється в контакті з інноваційним менеджером і має на меті виявити, які нововведення можуть з'явитися протягом прогнозованого періоду. На цій стадії визначаються терміни і порядок промислового освоєння нових виробів; темпи оновлення та масштаби поширення нових технічних рішень, матеріалів, технологій. Встановлюються можливі обмеження розвитку об'єктів (ресурсні, технічні, соціальні, економічні, екологічні).
Параметрична оптимізація - процес, пов'язаний із забезпеченням оптимального ряду параметрів і типорозмірів продукції, що випускається. На цій стадії визначають оптимальний обсяг випуску продукції.
У процесі дослідно-конструкторських робіт матеріалізуються ідеї конструктора у дослідних зразках, які будуть доведені до промислового виробництва.
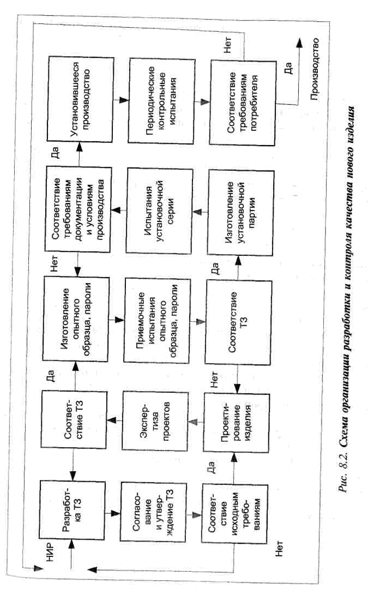
Забезпечення технологічності конструкції необхідно для досягнення необхідної якості виробленої продукції. Відпрацювання конструкції на технологічність здійснюється розробниками конструкторської та технологічної документації, підприємством-виробником і замовником. Для оцінки технологічності конструкції застосовуються наступні показники:
трудомісткість виготовлення виробу, яка вимірюється у нормо-годинах;
питома матеріаломісткість вироби, що визначається як відношення витрат матеріалу на один виріб до величини корисного ефекту.
Ці показники порівнюються з встановленими стандартами. Більш докладно процес організації розробки та контролю якості нового виробу показаний на схемі рис. 8.2.
При конструюванні за допомогою ЕОМ виконуються чотири
етапи:
1) пошук принципових рішень;
2) розробка ескізного варіанту конструкції;
3) уточнення і доопрацювання конструкції;
4) розробка робочих креслень.
Технологічна підготовка виробництва - сукупність заходів щодо забезпечення технологічної готовності виробництва. Технологічна готовність виробництва означає наявність повних комплектів конструкторської та технологічної документації, технологічного обладнання для випуску запланованого обсягу продукції з урахуванням встановлених техніко-економічних показників.
Менеджер забезпечує узгодженість у роботі конструкторів і технологів.
Це важливо для забезпечення високого рівня стандартизації, уніфікації технологічних процесів та їх елементів, зниження трудомісткості і скорочення термінів підготовки виробництва.
Для типового технологічного процесу характерна єдність змісту та послідовність більшості технологічних операцій і переходів для групи виробів із загальними конструкторськими принципами.
Перспективний технологічний процес передбачає випередження або відповідність прогресивному світовому рівню розвитку технології виробництва.
Управління проектуванням технологічного процесу здійснюється на основі маршрутних та операційних технологічних процесів.
Маршрутний технологічний процес оформляється маршрутної карткою, в якій встановлюються перелік і послідовність технологічних операцій, тип обладнання, на якому ці операції будуть виконуватися; вживана оснащення; укрупнена норма часу без вказівки переходів і режимів обробки.
Операційний технологічний процес є більш детальним. Він деталізує технологію обробки та збирання до переходів і режимів обробки. Тут оформляються операційні карти технологічних процесів.
Перша партія нових машин виготовляється на базі маршрутного технологічного процесу. Технологічний процес перевіряється і уточнюється, проектується майбутня оснащення і орієнтовно визначається потреба в робочій силі, обладнанні і т.п. На основі маршрутного технологічного процесу виготовляється і збирається дослідний зразок виробу і пред'являється приймальній комісії. Дослідний зразок продемонст-ріруется на спеціальних виставках, щоб виявити споживачів нової техніки і сформувати портфель замовлень.
Менеджер спільно з технологами може брати участь у розробці методів технічного контролю.
Це доцільно, тому що в будь-якої конструкції машин є деталі, які вимагають перевірки їх якості в процесах виготовлення та випробування. Порушення технологічного процесу призводить до браку, погіршення якості продукції, що випускається. Менеджер контролює технологічну дисципліну.
Необхідно дотримання точної відповідності технологічного процесу виготовлення виробу вимогам технологічної та конструкторської документації.
Розроблений технологічний процес повинен бути економічним і прогресивним.
Економічність технічної підготовки виробництва забезпечується за декількома напрямками. Перш за все встановлюється одноманітність в застосовуваних методи обробки чи складання виробу, тобто досягається технологічна стандартизація. Використання типових технологічних процесів дозволяє скоротити обсяг робіт з проектування нових технологічних процесів і тривалість періоду технологічної підготовки виробництва. Важливу роль в економії витрат часу грає стандартизація оснащення. Великий вплив роблять чинники, пов'язані з використанням дорогого високопродуктивного обладнання.
Організація і управління процесом технологічної підготовки виробництва націлені на застосування прогресивних технологічних процесів, устаткування, оснащення, засобів автоматизації виробничих процесів, принципів і методів роботи керівників і виконавців.
Для організації технологічної підготовки виробництва формується або удосконалюється організаційна структура служб технологічної підготовки виробництва (ТПП), визна
ляють її взаємозв'язки і взаємини з іншими службами, відповідальні виконавці, їх обов'язки і завдання. Організаційна структура повинна відповідати таким вимогам:
раціональний розподіл функцій між службами ТПП;
чітка організація документообігу;
можливість швидкого реагування на вирішення нових завдань;
виключення дублювання функцій;
здійснення ТПП за планом, в якому міститься така інформація:
склад, обсяг і терміни робіт;
розподіл робіт з технологічним виробничим підрозділам і службам;
план раціональної організації робіт, що враховує можливість скорочення термінів.
При плануванні ТПП враховуються тип виробництва, програма і номенклатура продукції, що випускається, складність виробів; наявності відповідних технологічних процесів, технологічного устаткування, оснащення, технічного рівня виробництва і управління.
Контроль за ходом ТПП передбачає виявлення відхилень, встановлення їх причин і прийняття оперативних управлінських рішень з нормалізації процесу підготовки виробництва.
Документація ТПП включає: технічне завдання; технічний проект - коли приймаються принципові технічні і організаційні рішення, які є основою для робочого проекту. За обгрунтованість технологічних параметрів і якість продукції, що встановлюються у технологічної документації, відповідає головний технолог.
На діючому підприємстві можуть використовуватися різні варіанти організації підготовки виробництва нової техніки: підготовка та освоєння виробництва нового виробу ведеться із зупинкою діючого виробництва або паралельно з ним; організується модернізація що випускає вироби або експериментальне виробництво. Таким чином,
створення нової техніки - складний і багатогранний процес. Він тісно пов'язаний з наукою і виробництвом. Від рівня організації підготовки виробництва, від швидкості і точності виконання всіх необхідних робіт залежить тривалість шляху від
наукових і технічних розробок до повного освоєння випуску нової техніки. Висока якість і завершеність робіт на всіх стадіях забезпечують досягнення запроектованих техніко-економічних показників.
Вся система організації виробництва нової техніки повинна забезпечувати конкурентоспроможність нової продукції.